-
今天是:欢迎光临【中北国技】,愿与您共谱我国技术转移事业和高新技术产业的新华章!
-
今天是:欢迎光临【中北国技】,愿与您共谱我国技术转移事业和高新技术产业的新华章!
-
今天是:欢迎光临【中北国技】,愿与您共谱我国技术转移事业和高新技术产业的新华章!
| 项目概述: 生物丁醇作为一种新生物燃料,与源自石油炼制的运输燃料相比具有显著的环境效益,能减低温室气体的环境排放。生物丁醇的蒸汽压力低,与汽油混合对水的宽容度大,适合在现有燃料供应和分销系统中使用。与现有的生物燃料相比,生物丁醇与汽油的混合比更高,无需对车辆进行改造,而且混合燃料的经济性更高。同时,更具有显著的环境效益,能降低温室气体的排放。与现有的生物燃料相比,生物丁醇还能够与汽油达到更高的混和比,而无需对车辆进行改造。与乙醇混合汽油相比,生物丁醇的经济性高,能提高车辆的燃油效率和行驶里程。生物丁醇、丙酮是以甘蔗、甜菜、小麦、木薯、玉米为原料,其生产工艺与乙醇相似,乙醇生产设施经过改造可转而生产生物丁醇。早期的丙、丁醇采用粮食发酵法生产,70 年代后来由于化学法的发展,发酵法生产技术逐渐淘汰。近年来由于石油价格的飞速上涨,加之石油资源的日益紧缺,粮食发酵法生产丙酮、丁醇的技术重新显示出其优势,特别是发酵法生产丙酮、丁醇是以再生资源替代不可再生的石油基原料制造,符合国家能源安全的长远战略考虑。 美国、西欧和日本丁醇主要消费在丙烯酸酯类、乙二醇醚类、醋酸酯类、增塑剂和溶剂等方面。世界丁醇生产主要集中在美国、西欧和日本。 世界丁醇消费也比较集中,美国、西欧和日本消费量占世界总消费量的76.5%,其中,美国和西欧消费量分别占34.2%和 31%,日本占 11.3%。从丁醇消费平衡来看,美国和西欧有一定过剩,亚洲地区缺口较大。2000年我国丁醇生产能力 21 万吨,其中石油化工路线占69%,粮食发酵法占31%。由于我国丁醇供需矛盾十分突出,国内产品供应不足,造成进口量逐年增加,2000 年达到最高峰,进口16.73万吨,是国内产量的1.4倍,也就是说丁醇的国内产品满足率仅为42%,严重影响了下游产品发展。 在1996~2000年间,我国丁醇消费呈现快速增长趋势。2000年我国丁醇表观消费量已达到28万吨,5年间消费量增长了1.64倍,年均增长率达10.4%。预计今后几年,我国丁醇需求量仍将保持快速增长。2005 年我国丁醇需求量为39万吨。2001~2005 年间,需求年均增长率为6.7%,增长的主要动力来自丙烯酸丁酯和醋酸丁酯需求的强劲增长。国家发改委组织编制的《可再生能源中长期发展规划》,确定了未来15年可再生能源发展的目标:到2020年可再生能源在能源结构中的比例争取达到16%。 项目实例: 连云港市易达酒业有限公司年产3.5万吨生物丁醇技改项目。 本工程采用生物发酵法生产工艺,发酵法是粮食或其它淀粉质农副产品,经水解得到发酵液,然后在丙酮-丁醇菌作用下,经发酵制得丁醇、丙酮及乙醇的混合物,通常的比例为 6:3:1。 本工艺以玉米和木薯为原料,将玉米中的胚芽分离出来制成附加值较高的玉米胚芽。分离后的玉米和木薯经粉碎配料,再通过高温蒸煮、液化、连续发酵、双粗塔差压蒸馏制得丁醇、丙酮、乙醇溶剂。 项目产品质量标准: 正丁醇(GB/T6027-1998) 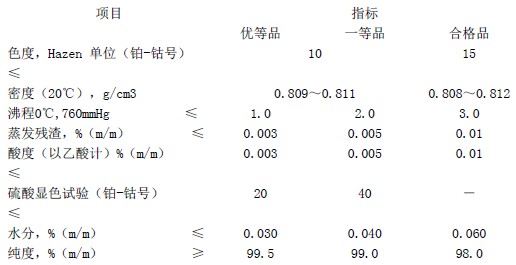 项目已具备的生产条件: 厂址选择: 本项目所在地赣榆县交通便利,沿海高速公路和204国道横穿县城,北邻山东日照市岚山港,南邻连云港,直线距离均在60公里内。 供水及污水、雨水排放均利用厂区现有管网解决。循环冷却水系统采用闭式循环,冷却塔采用机械冷却塔,循环补充水及工业水采用厂南青 口河水。污水处理站内废水处理,工艺流程顺畅,出水自流排放。 机炉选型安全可靠、热效率高、环保节能、运行经济、调节灵活。 锅炉采用沼气和木薯糟混烧、高效水膜除尘,以减少对环境的污染。 环保治理部分采用PLC控制方式,生物丁醇生产车间部分采用DCS控制方式,提高自动化水平。 已应用情况: 松原市吉安新能源有限公司15万吨/年总溶剂装置 通辽中科天元淀粉化工有限公司1.5万吨/年总溶剂装置 成果转化方式: 技术转让,许可使用,合作开发。 |